1 8 Sheet Metal Bend Radius

Bend Allowance Sheetmetal Me
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

Sheet Metal Design Guide Geomiq

Bend Radius Solidworks More Brackets Sling2

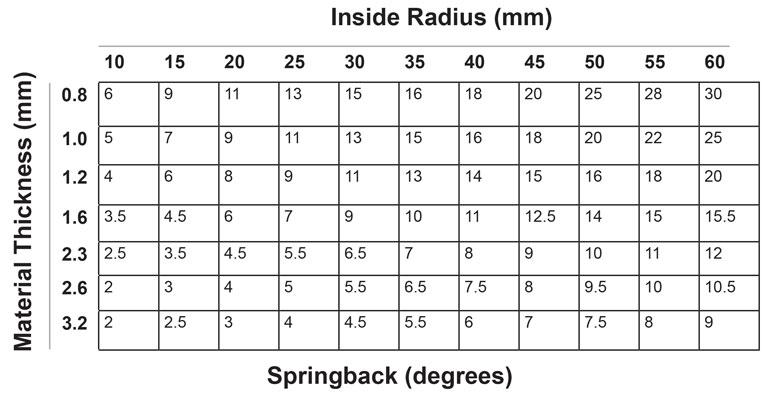
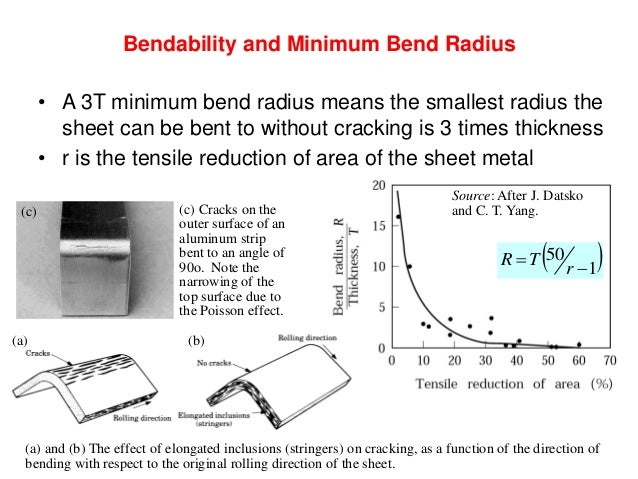
The Relationship Between Metal Bending Radius And Thickness Avido
The Relationship Between The Bending Radius Of Sheet Metal And The Thickness Of The Sheet Harsle Machine

The material thickness will be measured in decimal form not by the gauge number.
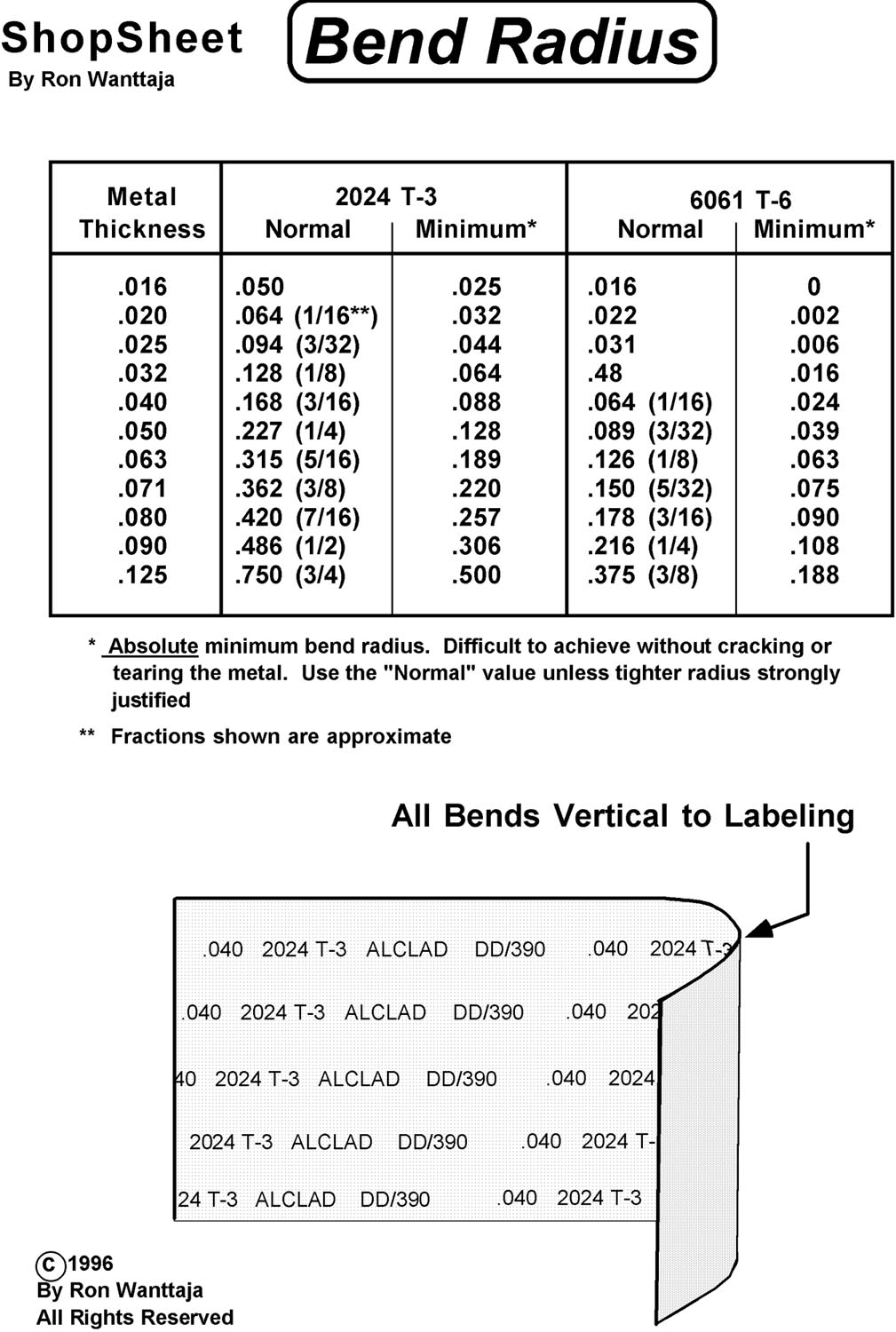
1 8 sheet metal bend radius.
Aluminum Pipe Minimum Bend Radius Aluminum Pipe

Layout And Forming Part One

Using A Sheet Metal Brake To Fold Metal Aircraft Structure Repair Aircraft Systems

Pipe Bending Forming Unified Alloys
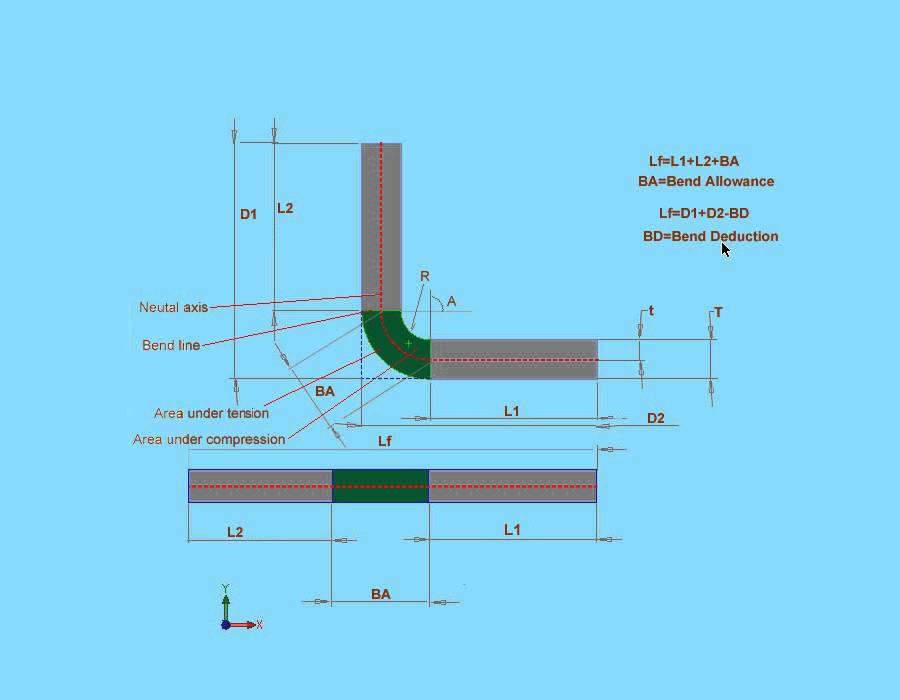
Bend Allowance Calculator

Cut 45 Corners After Sheet Metal Bend Freecad Forum

Which Aluminum Alloy Bends Best Clinton Aluminum
Aluminum Sheet How To Bend Aluminum Sheet

Fabrication Formulas Sheetmetal Me
Solidworks Tutorial Sheet Metal 2012 What Does Bend Allowance Mean Youtube

Sheet Metal Manufacturing The Definitive Guide Blog
Tips For Bending Sheet Metal Make It From Metal

Layout And Forming Part Two

Following Dfm Guidelines For Working With Sheet Metal Machine Design
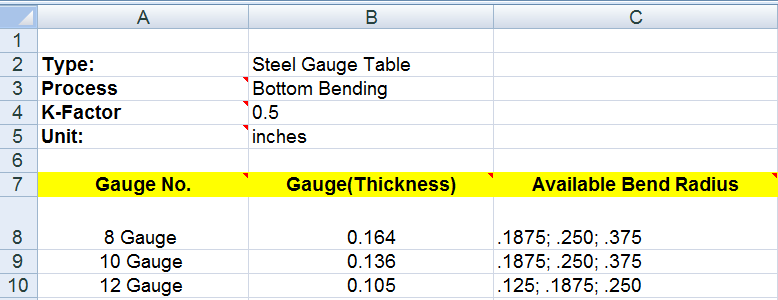
How To Set Up Sheet Metal Gauge Tables Engineers Rule

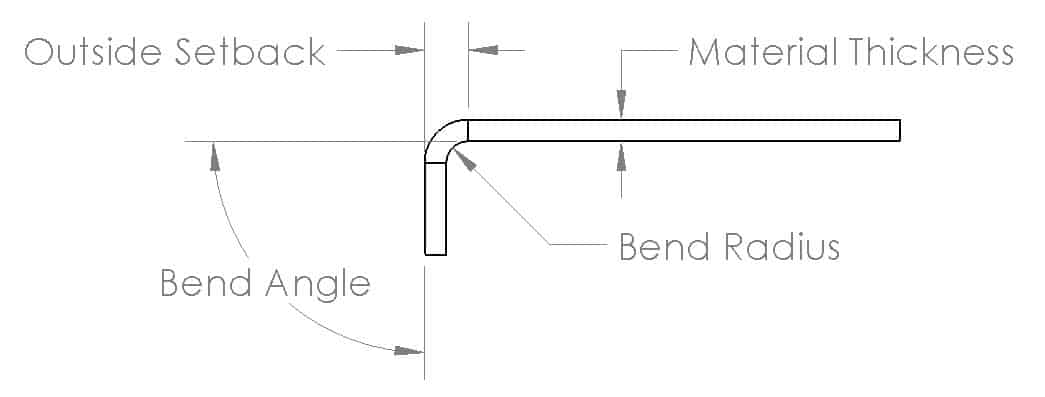
Bending Basics How The Inside Bend Radius Forms Metal Working Metal Working Tools Welding And Fabrication

Emt Conduit Bend Radius Chart Rigid Conduit Bend Radius Chart In 2020 Conduit Bending Emt Diy Electrical

Solved Change Sheet Metal Bend Radius Autodesk Community Inventor
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau

Inconel 625 Sheetmetal Parts Bending Mechanical Engineering General Discussion Eng Tips

Sweet Relief How To Avoid Hole Distortion In Sheet Metal Parts
Sheet Metal Working 1

Pin On Press Brake Tooling
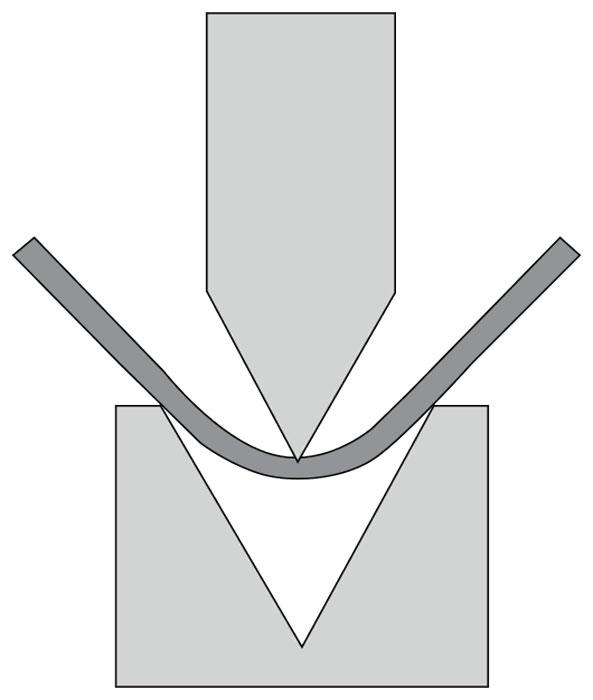
Radius Types Formed By Air Bending On A Press Brake
Source : pinterest.com
